
Introduction
Overview of Spherical Bearings and Their Significance in Mechanical Engineering
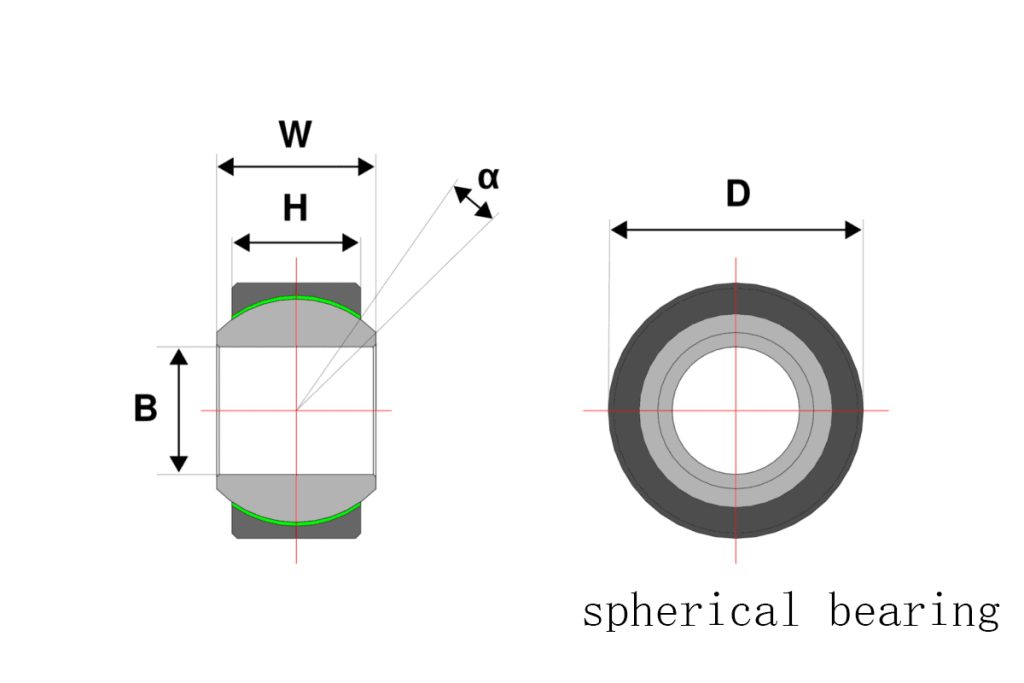
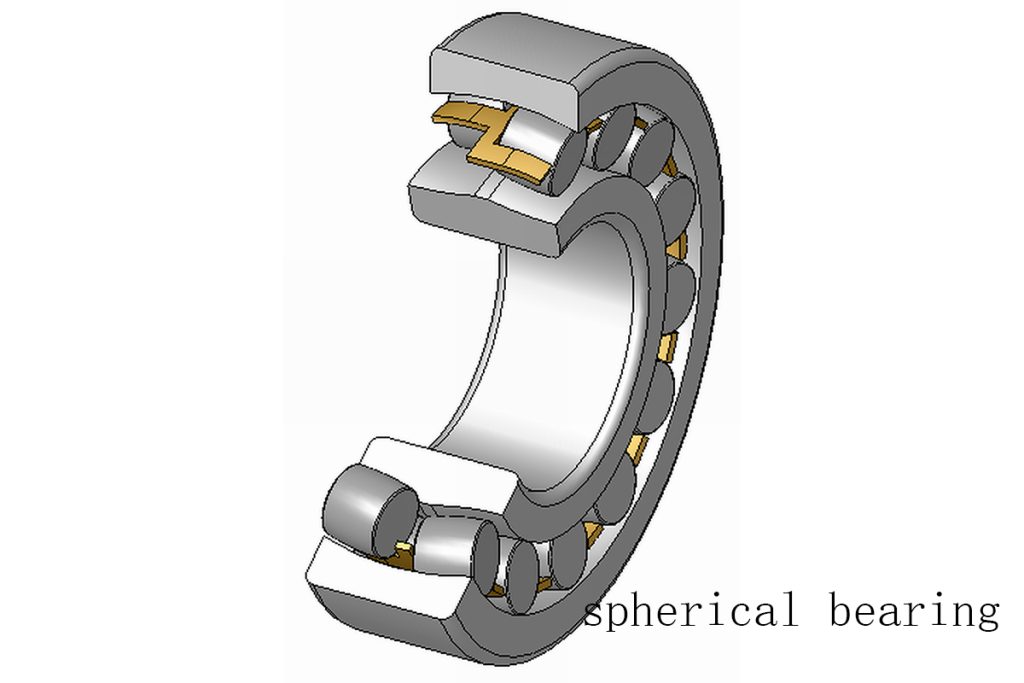
Spherical bearings are a crucial component in the realm of mechanical engineering, offering a unique design that allows for both rotational and angular motion. These bearings consist of an inner ring with a spherical convex outside surface and an outer ring with a corresponding concave inside surface. This design provides flexibility and self-aligning capabilities, making spherical bearings indispensable in applications where misalignment is a common issue.
In mechanical engineering,spherical bearings are valued for their ability to handle both radial and axial loads, as well as their capacity to accommodate shaft deflection and misalignment. This makes them ideal for use in heavy machinery, automotive suspensions, and various industrial equipment. The ability to maintain performance under varying loads and misalignments ensures the longevity and reliability of machines, reducing downtime and maintenance costs. The importance of spherical bearings cannot be overstated, as they play a vital role in ensuring the smooth operation and efficiency of numerous mechanical systems.
Introduction to INA as a Leading Manufacturer in the Spherical Bearing Industry
INA, a brand under the Schaeffler Group, is renowned globally for its innovation and excellence in the production of bearings, includingspherical bearings. With a rich history dating back to 1946, INA has consistently pushed the boundaries of bearing technology, delivering high-quality products that meet the evolving needs of various industries.
INA’sspherical bearings are recognized for their superior design, durability, and performance. The company employs advanced manufacturing techniques and materials to produce bearings that can withstand harsh operating conditions and deliver exceptional performance. INA’s commitment to research and development has led to numerous advancements in bearing technology, positioning them as a leader in the industry.
The company’s spherical bearings are utilized in a wide range of applications, from automotive and aerospace to industrial machinery and wind energy. INA’s products are trusted by engineers and manufacturers worldwide for their reliability and efficiency. By continually innovating and improving their product offerings, INA has solidified its position as a pioneering force in the spherical bearing market.
In summary, the significance ofspherical bearings in mechanical engineering is profound, providing essential functionality in numerous applications. As a leading manufacturer, INA has played a pivotal role in advancing spherical bearing technology, ensuring that their products meet the highest standards of quality and performance.

Origins of INA Spherical Bearings
Historical Background and Establishment of INA
INA, short for Industrie Nadellager Schaeffler KG, was established in 1946 by brothers Dr. Wilhelm and Georg Schaeffler in Herzogenaurach, Germany. The post-war era presented significant opportunities for innovation and industrial growth, and the Schaeffler brothers recognized the need for high-precision components to support various mechanical applications. From its inception,INA aimed to revolutionize the bearing industry by introducing high-quality, durable, and efficient products.
In its early years,INA focused on developingneedle bearings, which quickly gained popularity for their precision and reliability. This initial success laid the foundation for the company’s expansion into other bearing types, includingspherical bearings. The company’s commitment to quality and innovation soon establishedINA as a leading name in the global bearing industry.
Early Developments and Milestones in Spherical Bearing Technology by INA
INA’s foray intospherical bearings began in the 1950s, a decade marked by rapid industrialization and technological advancements. Recognizing the limitations of traditional bearings in accommodating misalignment and heavy loads,INA embarked on developingspherical bearings that could offer superior performance in demanding applications.
One of the early milestones was the creation of thespherical plain bearing, designed to provide a self-aligning solution capable of handling both radial and axial loads. This innovation was particularly beneficial in applications where precise alignment was challenging, such as in heavy machinery and automotive suspensions. Thespherical plain bearing featured an inner ring with a convex outer surface and an outer ring with a concave inner surface, allowing for smooth rotational motion and the ability to compensate for misalignment.
In the 1960s,INA made significant advancements by incorporating high-performance materials into theirspherical bearings. The development ofchrome-plated steel andcorrosion-resistant coatings enhanced the durability and lifespan of the bearings, making them suitable for use in harsh environments. These innovations not only improved the performance of the bearings but also expanded their applications across various industries, including aerospace, construction, and industrial machinery.
During the 1970s and 1980s,INA continued to push the boundaries ofspherical bearing technology. The introduction ofsealed spherical bearings was a game-changer, offering enhanced protection against contaminants and reducing maintenance requirements. This innovation was particularly important for applications in agriculture and mining, where bearings are exposed to dirt, dust, and moisture.
Furthermore,INA’s commitment to research and development led to the creation ofcustomized spherical bearings tailored to specific industry needs. By working closely with clients and understanding their unique challenges,INA was able to develop solutions that provided optimal performance and reliability. This customer-centric approach solidifiedINA’s reputation as a pioneer in the bearing industry and a trusted partner for companies worldwide.
Overall, the early developments and milestones achieved byINA in the field ofspherical bearings laid a strong foundation for the company’s continued success. Their innovative designs, use of advanced materials, and focus on customer needs have ensured thatINA remains at the forefront of bearing technology, providing reliable and high-performance solutions for a wide range of applications.
Applications Across Industries
Diverse Applications of INA Spherical Bearings in Automotive, Aerospace, and Industrial Sectors
INA’sspherical bearings are renowned for their versatility and robust performance across a wide range of industries. The ability to accommodate misalignment and handle heavy loads makes these bearings indispensable in sectors such as automotive, aerospace, and industrial machinery.
In theautomotive industry,spherical bearings are used extensively in suspension systems, steering mechanisms, and drivetrains. Their self-aligning properties ensure smooth and reliable operation, even under the harsh conditions encountered on the road. For instance,spherical bearings in a vehicle’s suspension system allow for the necessary pivoting motion and can withstand the shocks and vibrations from uneven road surfaces, leading to improved ride quality and vehicle handling.
Theaerospace sector demands components that can endure extreme conditions, including high speeds, temperature variations, and significant loads.INA’s spherical bearings are employed in aircraft control systems, landing gear, and engine mounts. Their ability to provide precise movement and reliability under these demanding conditions is crucial for the safety and efficiency of aircraft operations. For example, in an aircraft’s landing gear,spherical bearings must support the substantial forces experienced during takeoff and landing, ensuring smooth articulation and stability.
Inindustrial applications,INA spherical bearings are found in machinery used in manufacturing, mining, and construction. These bearings contribute to the efficiency and longevity of equipment by reducing friction and wear. In manufacturing,spherical bearings are used in robotic arms and conveyor systems, where their flexibility and durability are essential for maintaining precise movements and minimizing downtime. In mining and construction equipment, such as excavators and loaders,spherical bearings are critical in joints and pivots that must endure heavy loads and constant motion.
Case Studies Highlighting Specific Uses and Advantages in Different Applications
:
| Case Study | Description |
| Automotive Suspension Systems | A leading automotive manufacturer sought to enhance the durability and performance of its vehicles’ suspension systems. By integrating INA spherical bearings into the suspension design, the manufacturer achieved significant improvements in ride comfort and handling stability. The self-aligning nature of these bearings allowed the suspension components to adapt to various road conditions, reducing wear and extending the lifespan of the system. This application not only enhanced the driving experience but also reduced maintenance costs for the end users. |
| Aircraft Engine Mounts | An aerospace company required bearings that could withstand the extreme conditions within jet engines, including high temperatures and rotational speeds. INA spherical bearings were selected for their superior material properties and precision engineering. These bearings provided reliable performance, reducing vibrations and ensuring the stability of the engine mounts. The success of this implementation demonstrated the critical role of spherical bearings in maintaining the safety and efficiency of modern aircraft. |
| Industrial Robotics | In a high-precision manufacturing environment, a robotics company needed bearings that could support intricate and repetitive motions without compromising on accuracy or durability. INA spherical bearings were incorporated into the joints of robotic arms, providing smooth articulation and reducing the wear on mechanical components. This application showcased the importance of high-quality bearings in achieving precise and efficient robotic operations, ultimately leading to increased productivity and reduced operational costs. |
These case studies exemplify the diverse and critical applications ofINA spherical bearings across various industries. Their ability to enhance performance, ensure reliability, and reduce maintenance costs underscores the value they bring to complex mechanical systems. AsINA continues to innovate and expand its product offerings, the impact of theirspherical bearings will undoubtedly grow, driving advancements in technology and industry.
Innovations and Technological Advancements
Innovative Technologies Introduced by INA in Spherical Bearing Manufacturing
INA, a leader in bearing technology, has consistently pushed the boundaries of innovation inspherical bearing manufacturing. Their commitment to research and development has led to several groundbreaking technologies that have set new industry standards.
One of the most significant innovations byINA is the development ofadvanced material compositions. By utilizing high-grade alloys and sophisticated heat treatment processes,INA has been able to enhance the strength and wear resistance of theirspherical bearings. These materials not only increase the lifespan of the bearings but also improve their performance under extreme conditions. For example, the use ofchrome-plated steel andceramic coatings has resulted in bearings that can withstand high temperatures and corrosive environments, making them ideal for applications in aerospace and heavy industry.
INA has also pioneered the use ofprecision manufacturing techniques. Advanced machining processes, such ascomputer numerical control (CNC) andlaser cutting, ensure that each bearing is produced with exceptional accuracy. This precision is critical in applications where even the slightest deviation can lead to significant performance issues. The implementation ofrobotic assembly lines has further enhanced the consistency and reliability ofINA’s spherical bearings.
Another notable innovation is the introduction ofsealed spherical bearings. These bearings are designed with integrated seals that protect against contamination from dust, dirt, and moisture. The seals also help to retain lubrication within the bearing, reducing the need for frequent maintenance and extending the bearing’s operational life. This innovation is particularly beneficial in industries such as agriculture and construction, where machinery is often exposed to harsh environmental conditions.
INA has also made strides in developingself-lubricating spherical bearings. By incorporating advanced lubricating materials into the bearing design, these bearings can operate without the need for additional lubrication. This not only reduces maintenance requirements but also enhances the efficiency and reliability of the machinery. Self-lubricating bearings are especially useful in applications where regular maintenance is challenging, such as in remote or hard-to-reach locations.
Impact of These Innovations on Performance, Durability, and Efficiency
The innovations introduced byINA have had a profound impact on the performance, durability, and efficiency ofspherical bearings.
Firstly, the use ofadvanced materials andprecision manufacturing techniques has significantly improved theperformance ofspherical bearings. Bearings are now capable of handling higher loads and operating at higher speeds with greater accuracy. This is particularly important in high-performance applications such as automotive and aerospace, where superior performance is critical for safety and efficiency.
Thedurability ofINA’s spherical bearings has also been greatly enhanced. Innovations such assealed bearings andadvanced material coatings protect the bearings from environmental contaminants and wear, resulting in longer service life. This durability translates to reduced downtime and lower maintenance costs for end users, makingINA’s bearings a cost-effective choice for various industries.
In terms ofefficiency,INA’s self-lubricating spherical bearings represent a major advancement. These bearings reduce the need for external lubrication, minimizing maintenance efforts and costs. The efficiency gains are particularly evident in applications where lubrication is challenging or impractical. Additionally, the reduced friction in self-lubricating bearings leads to lower energy consumption, contributing to overall system efficiency.
Furthermore, the innovations byINA have expanded the range of applications forspherical bearings. Enhanced performance, durability, and efficiency have made these bearings suitable for more demanding and diverse environments. From high-speed machinery to heavy-duty industrial equipment,INA spherical bearings provide reliable solutions that meet the evolving needs of modern industries.
In summary,INA’s innovative technologies have revolutionizedspherical bearing manufacturing, leading to significant improvements in performance, durability, and efficiency. These advancements have not only set new industry standards but also provided tangible benefits to various sectors, reinforcingINA’s position as a pioneer in bearing technology.
Customer Feedback and Market Reception
Feedback from Customers Regarding INA Spherical Bearings
INA spherical bearings have garnered positive feedback from customers across various industries. Their performance, durability, and innovative features have been particularly praised.
In theautomotive sector, engineers have lauded thespherical bearings for significantly enhancing the durability and efficiency of suspension systems. A senior engineer from a leading automotive manufacturer stated, “The integration ofINA spherical bearings into our suspension systems has resulted in smoother rides and reduced maintenance costs. The bearings’ self-aligning properties are particularly beneficial, adapting seamlessly to different road conditions and reducing wear on the components.”
Similarly, in theaerospace industry,INA spherical bearings have received accolades for their ability to withstand extreme conditions. An aerospace technician remarked, “We choseINA spherical bearings for our jet engine mounts due to their exceptional material properties and precision engineering. These bearings have performed flawlessly under high temperatures and rotational speeds, ensuring the stability and safety of our aircraft.”
Theindustrial robotics sector has also seen substantial benefits from usingINA spherical bearings. A robotics engineer commented, “The incorporation ofINA spherical bearings into our robotic arms has greatly improved their precision and durability. The bearings provide smooth articulation, which is crucial for the intricate and repetitive motions required in our manufacturing processes.”
Overall, the consistent positive feedback highlights the reliability and performance ofINA spherical bearings across diverse applications.
Market Acceptance and Reputation of INA Products Globally
INA has established a strong global presence, with itsspherical bearings being widely accepted and respected in the market. The company’s reputation for quality and innovation has made it a preferred choice for industries ranging from automotive to aerospace and beyond.
| ndustry | Reputation and Acceptance |
| Automotive | INA is recognized as a leader in bearing technology. Their spherical bearings are highly regarded for enhancing vehicle performance and reducing maintenance costs. Major automotive manufacturers rely on INA bearings for reliability and efficiency. |
| Aerospace | The aerospace sector views INA as a trusted supplier of high-performance bearings. Their spherical bearings are essential in aircraft manufacturing due to their ability to withstand extreme conditions, ensuring stability and safety. |
| Industrial | INA has earned a reputation for providing robust and reliable bearings that enhance machinery and equipment performance. Innovative solutions, such as self-lubricating and sealed spherical bearings, have set new industry standards, driving market acceptance and customer satisfaction. |
INA’s global market presence is further strengthened by strategic partnerships and collaborations with leading companies in various industries. These alliances have helpedINA expand its reach and reinforce its reputation as a provider of top-quality bearing solutions.
The market reception ofINA spherical bearings is a testament to the company’s dedication to excellence and innovation. Customers across the globe continue to chooseINA for their bearing needs, confident in the knowledge that they are investing in products that deliver superior performance and durability.
In summary, the positive customer feedback and strong market acceptance ofINA spherical bearings highlight the company’s successful approach to innovation and quality.INA’s reputation for excellence ensures that its products remain at the forefront of the industry, meeting the evolving needs of customers worldwide.
Future Trends and Ongoing Developments
Predicted Future Trends in Spherical Bearing Technology by INA
As a leader in bearing technology,INA continues to drive innovation in the field ofspherical bearings. Several future trends are anticipated to shape the development and application of these bearings, aligning with advancements in various industries and emerging technologies.
| Future Trends | Description |
| Enhanced Material Science | Future spherical bearings are expected to benefit from breakthroughs in material science. INA is investing in the development of new alloys and composite materials that offer superior strength, reduced weight, and enhanced resistance to wear and corrosion. These materials will enable spherical bearings to perform reliably in even more demanding environments. |
| Advanced Coatings and Surface Treatments | To further extend the lifespan and performance of spherical bearings, INA is exploring advanced coatings and surface treatments. These innovations aim to reduce friction, improve lubrication retention, and protect against environmental factors such as moisture and contaminants. |
| Smart Bearings with Embedded Sensors | The integration of smart technology into spherical bearings is a significant trend. INA is developing bearings with embedded sensors that can monitor real-time performance data, such as temperature, vibration, and load. This data will be used for predictive maintenance, allowing for timely interventions and reducing the risk of unexpected failures. |
| Energy Efficiency and Sustainability | In response to the growing emphasis on sustainability, INA is focusing on creating spherical bearings that contribute to energy efficiency. Innovations in design and materials will lead to bearings that require less lubrication, reduce energy consumption, and have a longer operational life, thereby supporting environmentally friendly practices. |
| Customization and Application-Specific Designs | The future of spherical bearings includes greater customization to meet specific application requirements. INA is working on developing tailored solutions that address the unique challenges of different industries, from automotive to aerospace to industrial machinery. These bespoke designs will optimize performance and reliability for each use case. |
Ongoing Research and Development Efforts to Enhance Product Offerings
INA is committed to continuous improvement and innovation in itsspherical bearing product line. The company’s ongoing research and development (R&D) efforts are focused on several key areas:
Collaborative R&D Initiatives:INA collaborates with academic institutions, research organizations, and industry partners to stay at the forefront of bearing technology. These partnerships facilitate the exchange of knowledge and expertise, driving the development of cutting-edge solutions.
Simulation and Testing: Advanced simulation tools and rigorous testing protocols are integral toINA’s R&D process. By utilizing state-of-the-art software and equipment,INA can predict the performance of newspherical bearing designs under various conditions, ensuring reliability and efficiency before they reach the market.
Customer Feedback Integration:INA values customer input and integrates feedback into its R&D initiatives. By understanding the practical challenges and requirements of end-users,INA can tailor itsspherical bearing offerings to better meet market demands and enhance user satisfaction.
Sustainability Research: Environmental responsibility is a key focus forINA. The company is actively researching ways to make itsspherical bearings more sustainable, from using eco-friendly materials to developing manufacturing processes that minimize waste and energy consumption.
Emerging Technology Exploration:INA is also exploring the potential of emerging technologies such as additive manufacturing (3D printing) and artificial intelligence (AI) in the production and optimization ofspherical bearings. These technologies promise to revolutionize the manufacturing process, offering greater precision, flexibility, and efficiency.
In summary,INA is at the forefront of innovation inspherical bearing technology, continuously striving to enhance its product offerings through advanced materials, smart technology integration, and sustainable practices. The company’s commitment to R&D ensures that it will continue to lead the industry, meeting the evolving needs of its customers and setting new standards for performance and reliability.